

传统的生物质燃料颗粒机经常发生的情况就是模孔被物料堵住发生堵塞、闷机现象,所以作为以技术为先导的昆明生物质颗粒机生产厂家,云南滇重矿机多年来对设备设计方案进行了多次迭代优化、升级,从根本上杜绝了生物颗粒机的闷机堵塞现象。那么我们的昆明颗粒机技术工程师是如何做到这一点的呢?
一、容易导致生物质颗粒机发生堵塞的几点原因
首先我们要知道导致生物燃料颗粒机闷机堵塞的原因所在,然后再针对性地进行改进或降低影响因子,昆明滇重矿机的秸秆颗粒机技术专家组告诉我们,主要有3个因素直接影响生物颗粒机的出料情况:生产原料、生产工艺和设备参数,我们就一一掰开来看:
1.1 生产原料的物理特性
我们都知道,生物燃料颗粒机的生产原料可以使木屑、锯末、秸秆、树枝树皮、蔗渣、稻壳、花生壳等等,这些原料的比重、粒度大小、湿度、成分组成(蛋白质、糖分、脂肪、淀粉、纤维等等)都大为不同,所以在生产过程中的粘性表现各异,比如说因为生物质颗粒机在生产过程中内部压力大、温度高,对温度敏感的糖分、乳糖乳清等粘性会显著增大,这变相地成为制粒粘合剂,有利于压块成型,但凡事都有个度,当温度升高到60-70℃区间时,这些成分会出现明显的变焦、炭化,从而大大增加了模孔堵塞的几率,不但降低了设备生产能力而且长时间积累会造成设备闷机、宕机。
另外,生产原料中纤维的比例、湿度、等超过一定阈值,以及夹杂的杂质(金属异物、高硬度物料如碎石)都会增加堵塞的风险。
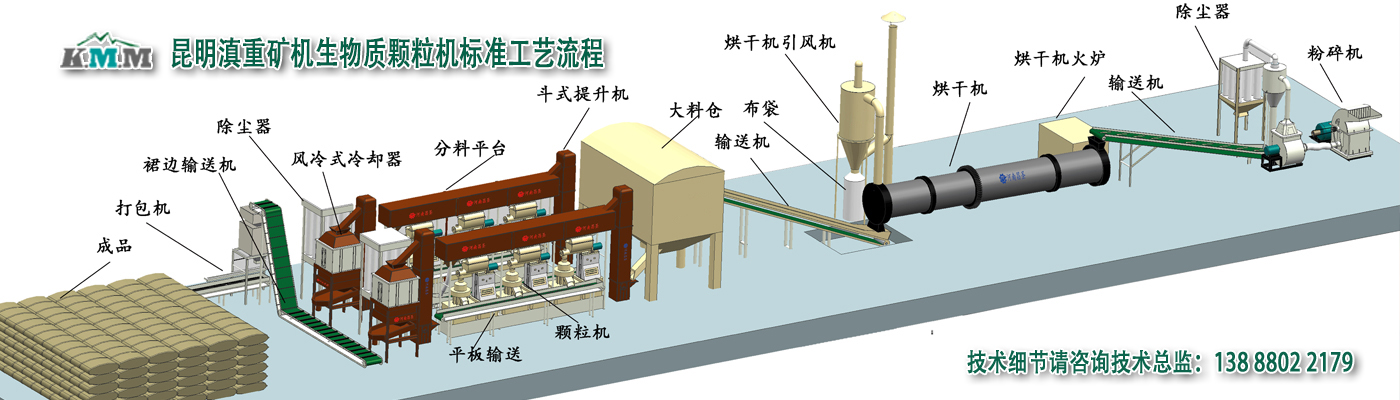
1.2 制粒工艺流程
制粒工艺中的调质器环节设置不当也会造成生物燃料颗粒机的堵塞闷机。调质器的长度一般是700-800mm,生产原料在其中滞留时间大约为25±5秒,在此过程中,如果压力过高,则会破碎原料中的维生素、淀粉等使其变质、粘稠,甚至是焦化从而造成模具堵塞;但压力过低则会导致调制不达标,淀粉糊化率和蒸汽冷凝不足,直接导致原料湿度过高从而极易导致堵塞。这就需要精心调校减压阀的设置位置和参数,对生物质颗粒机生产厂家的技术力量是一个考验。
此外,调质的温度也对制粒至关重要,温度过低则调质不足,温度过高则变焦炭化。
1.3 生物燃料颗粒机的设计参数和状态
对于生物颗粒机来说,压辊和压模之间的间距是一个很重要的设计参数,这个见习过小则会导致不必要的接触和摩擦,一则容易损坏模孔,再者会释放过多的热量导致异常升温、物料焦化。但这个间距过大,则摩擦力过小容易导致压辊打滑,物料聚团造成堵塞。
此外,生物质燃料颗粒机的模具工作表面积、模孔的深度直径比、异常磨损等,也都会造成堵塞。
二、昆明滇重矿机的生物质颗粒机针对性地解决了堵塞难题
2.1 合理化控制原料成分比、湿度
生产原料的性状是固定的,能够针对性调整的就是物料的湿度了,进入压辊和压模前,将含水量控制在17%左右,通过严格控制蒸汽的添加量、按比例调节无机质含量,可有效控制制粒温度、物料湿度,从而降低堵塞发生几率。
此外对于生产环境、原料混入较多金属杂质的特例,可以针对性地增设除铁器、严格控制粉料及定期疏通模孔等措施,减少堵塞的发生。
2.2 优化调制器和减压阀设计
首先,通过减压阀将输入生物质颗粒机的蒸汽较稳定地保持在合理区间(一般是0.4MPa以上),得到需要的干饱和蒸汽,避免额外提升物料湿度,同时也保证调质过程压力不会造成调质过度和不足,保证淀粉正常糊化。
其次,制粒温度保持在75-80℃附近,适宜的温度保证热量、水分的合理化释放,进而保证压块成型的顺利进行。
另外,特别针对稻壳生物燃料颗粒机等高谷物原料生产作业,温度、湿度要适当提升,以使淀粉更加容易糊化,压力则调整到0.14Mpa左右,促使热量和水封更快、更彻底地释放。而针对高蛋白原料的生物颗粒机,则要讲温度调低,避免蛋白质变性而堵塞模具。
2.3 科学合理的参数调教
经过滇重矿机的昆明生物质颗粒机技术工程师反复论证、实验,得出生物燃料成型设备的压辊和压模最合理的间距为410微米,这个间距可保证不会过度摩擦,也不会摩擦力不足。但必须说明的是,对于给定配方的原料来说,生物燃料颗粒机的压辊所能接受的料层厚度都有一个极值,超过这个限度,再好的生物质颗粒机也会因为压辊打滑而造成堵塞。所以我们有意识地提升制粒机的压模速度,避免压辊前物料异常堆积增厚。
至于压模的深度直径比,云南昆明滇重矿机的生物颗粒机工程师团队也打造了一系列的模具可供不同原料配方的用户选择使用。